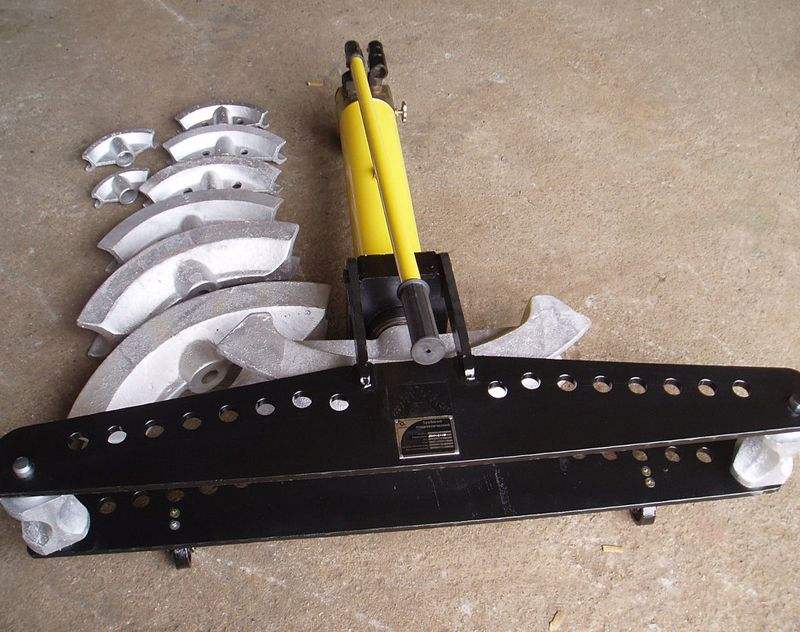
SWG-2A液压弯管机实物图展示




济宁卓信机械设备有限公司是山东知名液压工具生产厂家,液压弯管机型号齐全:SWG-2A液压弯管机,SWG-3B液压弯管机,SWG-4D液压弯管机,手动液压弯管机。
SWG-2A液压弯管机又名手动液压弯管机、手动弯管机,弯管机等,液压弯管机适用于在冷态条件下弯曲低压流体输送焊接管、电焊钢管和一般用途钢管,亦适用于弯曲相同规格外径的其它钢管;不适用于薄壁管、不符合弯管弯曲外径的钢管及有色金属管;适合于建筑、化工、水暖、石油、煤炭、造船等行业。
SWG-2A液压弯管机使用方法
1、将开关顺时我方向拧紧。
2、拧紧加油口上螺栓。
3、弯管模、支承轮和被弯管子部位涂润滑油脂。
4、翻开上模板,根据所弯管子大小选择相应的弯管模,将弯管模装在作用杆顶部,如结构示意图,然后将两支承轮插入下模板两相应孔内,放上被弯管子,转动两支承轮,使相应的尺寸槽子向着弯管模。
5、翻转上模板,先用大柱塞泵掀动手柄,使弯管模压到被弯管子,然后用小柱塞泵压到所需角度。
6、弯好后,将开关逆时针拧松,作用杆将自动复位?。翻开上模板,将管子起出。
根据需求,客户可以选择适合的采购,销售电话:15653705058 张经理 微信同号

SWG-2A液压弯管机
SWG-2A手动液压弯管机
型 号: SWG-2A
最大工作压力: 44Mpa
最大工作行程: 320mm
弯管角度: π/2≤a<π
曲率半径: 4D
液压油牌号: N15
管子外径(直径Ф): 21.3×2.75 26.7×2.75 33.5×3.25
42×3.25 48×3.5 60×3.5
整机重量: 100Kg
外形尺寸: 96×42×28cm
手动液压弯管机配备的是手动液压泵,也可以配备电动液压泵做成电动液压弯管机
SWG-2A液压弯管机其他相关液压设备









液压弯管机适用于在冷态条件下弯曲低压流体输送焊接管、电焊钢管和一般用途钢管,亦适用于弯曲相同规格外径的其它钢管;不适用于薄壁管、不符合弯管弯曲外径的钢管及有色金属管;适合于建筑、化工、水暖、石油、煤炭、造船等行业。
SWG-2A液压弯管机注意事项
1、钢管外径与相应壁厚
φ21.3 φ26.8 φ30.5 φ42.3 φ48 φ60 φ75.5 φ88.5 φ108
2.75 2.75 3.25 3.25 3.5 3.5 3.5 3.75 4.5
2、钢管壁厚小于上述相应数值,称为薄壁管,弯管后易产生瘪。故随着管子壁厚减小,椭圆度增加,易产生皱纹。
3、使用前,拧松加口上螺栓,以便于通气。
4、弯管前开关一定要关死,否则压力打不上。
5、所弯管子的外径一定要与弯管模的凹糟相符、贴合好,否则弯的管子会产生凹瘪现象或将弯管模涨裂。
6、被弯的管子与两支承轮接触区域要光滑并涂滑油,焊接管的焊缝不要处于弯曲处 正外侧或正内侧。
7、当使用时,发现有吸空现象,这时揿动手柄使大柱塞泵工作,将作用杆全部伸出,抬起油缸头(1、2、3、4、5)等部件,使弯管机处于45度倾斜状态,然后逆针拧松开关,使空气从油箱中排出,抬起端应缓慢放下,如发现空气排除尽,应反复数次。
8、插上两只承轮时,要对称,位子正确,不能随意,否则导致机具损坏。
9、使用时严格坟要参数中的规定,切忌超压超载,否则将损坏弯管机。
10、平时做好设备的清洁保养工作,油要清洁,且经100目/寸钢丝网过滤,滤油器定期要清洗。
10、不宜在有酸碱、腐蚀性物质的工作场所使用。
11、卸荷阀压在出厂时已调整好,用户不要随意调节。
12、弯管机停止工作后将放气阀旋紧。
SWG-2A手动液压弯管机 SWG-3B手动液压弯管机 型号 SWG-4D 整机重量 160kg SWG-2A手动液压弯管机使用方法 SWG-2A手动液压弯管机故障原因分析及排除方法 SWG-2A手动液压弯管机使用方法 1、手动液压弯管机使用前首先检查油箱内的油是否充足,如不足应加满。 |


SWG-2A手动液压弯管机细节展示





济宁市卓信机械设备有限公司(原济宁卓信工矿机械厂),是一家专业生产液压弯管机、液压起道机、液压紧链器、液压回柱器、液压推溜器、各种液压设备及矿山施工设备的综合性公司,产品一上市就得到广大用户的支持和青睐,是众多煤矿供货商首选,现产品已销往全国各地及东南亚,为让用户降低成本费用,把这些质优价廉的产品提供给广大用户。公司产品广泛应用于煤炭,石油,冶金,电力,化工,机械等行业,并以优良的产品质量,热情的售后服务,合理的销售价格,赢得用户的信赖和赞誉。公司秉承“为客户提供便利服务,为员工创造发展机会”的经营理念及“进取不懈,成功尽享”的企业精神。热忱欢迎国内外各界新老朋友前来洽谈贸易,共创大业,共铸辉煌。
我公司生产的煤矿设备不仅具有国内外领先的技术水平,更有良好的售后服务和优质的解决方案。 竭诚为煤矿生产者、建设者服务是我们的职责和愿望。
热诚欢迎新老客户来我公司参观考察,洽谈业务!
销售热线:15653705058 张经理 微信同号
厂区一角:






